
新能源電動汽車的快速發展,鋰離子電池需求也不斷增加,對銅箔和鋁箔的超聲波焊接應用顯著增加。

焊接機理:低于熔點的再結晶過程
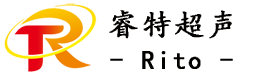
上焊頭和下底座表面都帶有滾花,因此焊接時上層材料橫向移動,而下層材料固定不動,這樣上下層之間產生相對運動。在壓力作用下,連接表面上粗糙的凸起不斷相互摩擦和塑性變形。
超聲金屬焊接形成分子鍵的三個主要階段是:
相對移動導致連接面上的粗糙凸起特征產生剪切和塑性變形——初始塑性變形;
超聲振動導致連接面上氧化層(或污染物)分散,以及凸起特征的進一步塑性變形。
這導致金屬和金屬之間接觸面積增加和焊接區域形成,該特征也叫做微焊縫。
進一步的超聲波振動會導致接觸面繼續增大,從而增加焊接區域。
超聲波焊接決定性的優點是“冷”焊接,即在遠低于金屬熔點的溫度下形成連接。該溫度大約只有金屬熔點的1/3-1/2(退火時的再結晶溫度),是一種固態和固態的壓焊過程。下圖是不同有色金屬材料之間的焊接相容性。






 客服
客服